During the processing and application of Rare earth materials, a large number of rare earth solid waste produced. Thus, it is important to carry out a comprehensive extraction process of rare earth resources, the involving research areas include as below:
◆ High value and efficient recovery technology of praseodymium neodymium metallurgical slag
The smelting slag (scrap metal, shot blasting machine powder and slag) produced by the process of praseodymium neodymium metal smelting process deals with a simple process, to re-use the resources and to achieve the target of cleaning recycling of the resources.
Indicator: The rare earth recovery rate in the scrap metal> 95%; The rare earth yield in the shot blasting machine powder > 92%; Chromium content <0.05%; The iron content in the recycling products < 0.1%, silicon content <0.1 %.
◆ Study on Comprehensive Utilization of Radioactive Leaching Residue Resources
Against to the utilizing of the resources in the large mount of radioactive waste slag produced by high temperature roasting decomposition process of rare earth concentrate, the research group put forward the process to reduce the amount of waste slag and total ratio radioactive, and recycling the resources of thorium, iron, niobium, rare earth and phosphorus. The dissolution rate of ThO2 ≥95%;the dissolution rate of REO was ≥ 60%;The dissolution rate of Nb, Fe and P2O5 was ≥85%;
Intellectual property: A method for the recovery of rare earth, thorium and iron in waste residue produced by acid process (201310074514.7)
In addition, we also carried out the recycling process of NdFeB rare earth permanent magnet waste, samarium cobalt rare earth permanent magnet waste, rare earth phosphor sludge and rare earth polishing powder waste.
Development and Application of highly purified and special properties of rare earth compounds
Many scientific research results have been achieved in the field of special rare earth compounds. Some special processing methods were applied in order to control the particle size, specific surface area, dispersibility, crystallinity and density of the products. Some new rare earth products were developed such as ultrafine, large particle size, high specific surface area, high specific gravity, high dipersibility and so on.
◆ High specific area Ce-Zr composite oxide
High specific surface area Ce-Zr composite oxide can be applied for automobile exhaust and cigarette filter catalyst. Technical index: The specific surface area S﹥150 m2/g.
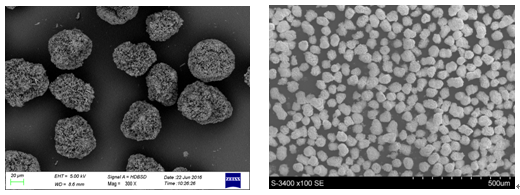
◆ Large sphere particle yttium oxide and yttium fluoride
It is mainly used in microelectronic seal cutting machine, high- temperature fuel cell’s solid electrolyte and electrode coating, and oxygen sensitive sensor’s electrolyte and electrode coating.
Technical index: (1) product’s purity: 99.9% -99.99% ; (2) particle zize: 20 um≤d50≤30um; 30 um≤d50≤40um;40 um≤d50≤50um.=
◆ Rare earth additives
Refractory material’s sintering temperature, improve the product’s compressive strength and apparent porosity. In addition, the material’s mechanical and thermal properties were improved. It is mainly used in industrial refractory material, arrester module, flame retarded coating and some other areas. Rare earth additives’ technical index: (1) d50≥10um; monomer’s nanowhiskers length-diameter ratio is between 15 to 35; (2) specific surface area≥30 m2/g.

